






Read the Full Series
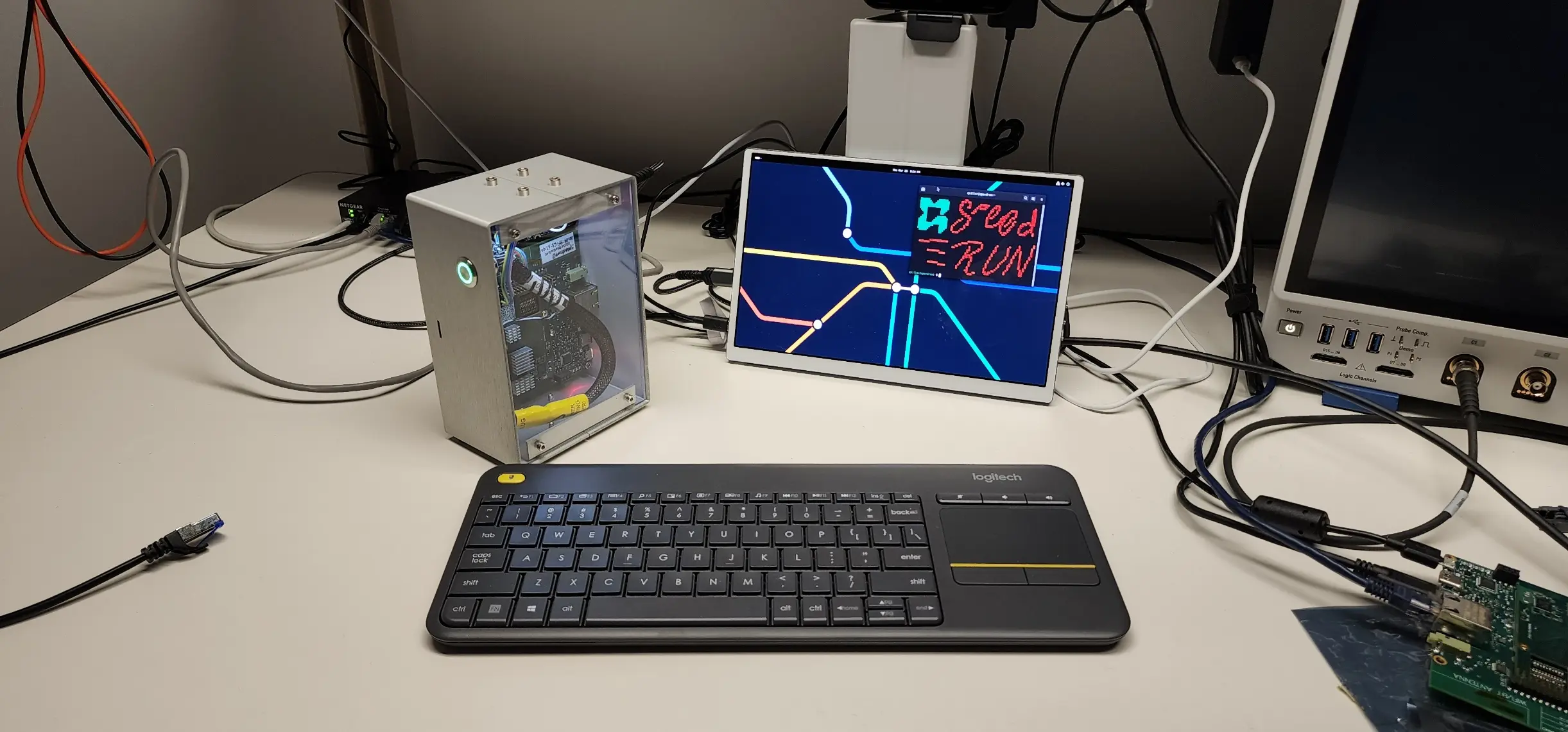
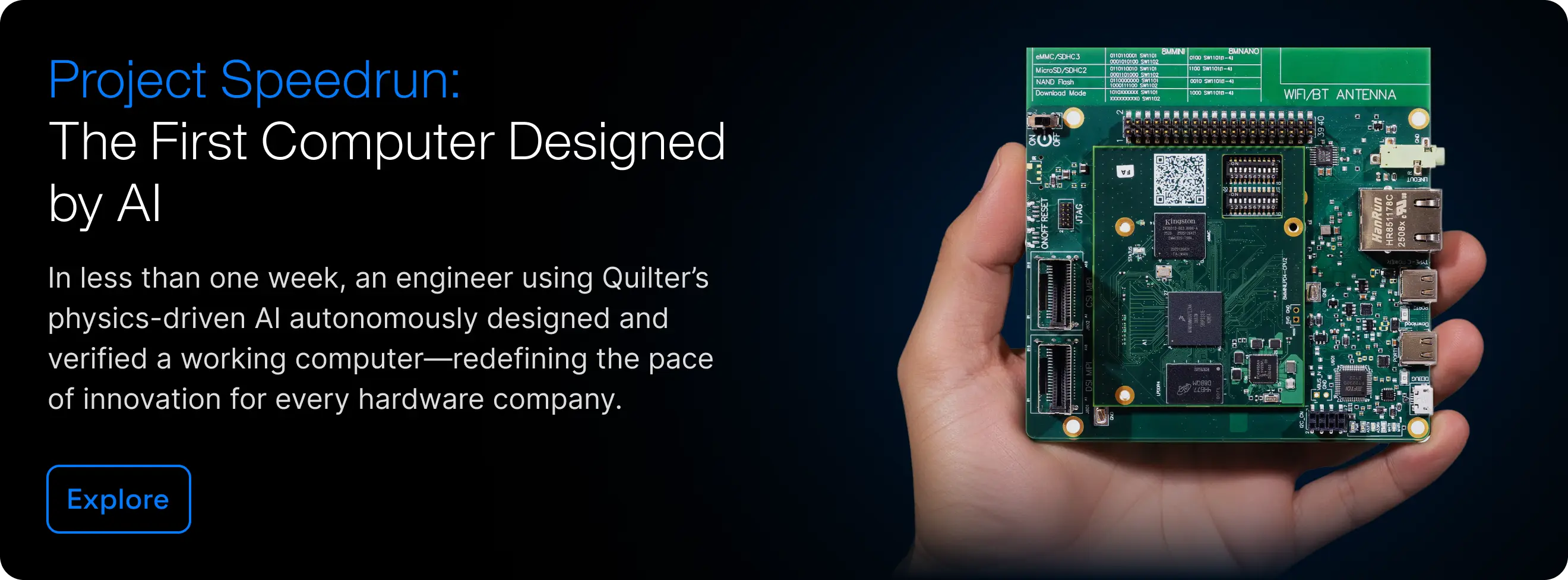
This article is one part of a walkthrough detailing how we recreated an NXP i.MX 8M Mini–based computer using Quilter’s physics-driven layout automation.
PCB autorouting keeps changing because hardware keeps changing
PCB autorouting keeps changing because hardware keeps changing. Older routing tools were built for a narrower version of the PCB layout problem: take a placed board, connect as many nets as possible, avoid obvious design-rule violations, and give the engineer something close enough to finish manually.
That was a reasonable target for its time. It was also incomplete.
Modern PCB layout asks a harder question. Can a tool generate a board candidate that an engineer can review, trust, manufacture, and bring up without spending days undoing the tool’s work? Completion still matters, but completion alone does not prove that a routed board will behave well electrically. A board can pass a Design Rule Check and still have broken return paths, poor impedance control, avoidable coupling, bad placement tradeoffs, painful assembly issues, or routing that technically works while making the design worse.
Every generation of routing tools reflects the assumptions of its era. Once board density, data rates, manufacturing rules, packaging, and system-level constraints move forward, older assumptions start to show their limits. PCB autorouting has not failed because engineers lacked imagination. It has remained difficult because the definition of a good route keeps expanding.
What Is the PCB Autorouting Problem?
The PCB autorouting problem is the challenge of automatically generating valid, efficient, manufacturable routing for a printed circuit board while satisfying electrical, physical, spacing, timing, and design-rule constraints. In older framing, an autorouter received a placed PCB and attempted to connect the nets in copper. The tool usually measured success by completion rate: how many nets it could route without violating the rules it had been given.
That framing made sense when the tool’s main job was connectivity. A route either existed or did not. A trace either violated clearance or it did not. A net was either complete or incomplete.
Modern PCB design does not let teams treat routing as mere connectivity. Engineers now need to care about return-path continuity, controlled impedance, differential pair behavior, coupling, vias, layer transitions, breakout density, power distribution, thermal behavior, cost, fabrication limits, and whether the board will survive review by an experienced human being. A completed route can still be a poor route. A 100% routed board can still be a board nobody wants to ship.
That distinction sits at the center of the problem. PCB autorouting is not simply “find paths between pins.” It is “find paths between pins while preserving the behavior, constraints, and intent of the final physical system.”
Why Legacy PCB Autorouters Struggle With Modern High-Speed Design
Legacy autorouters struggle because they were built around earlier assumptions about what the routing problem was. Many traditional routers were designed to optimize for completion, via count, path length, clearance, and other rule-based priorities. These priorities are useful, but they do not capture the full engineering judgment that a layout designer applies while routing a modern board.
Older autorouters could connect nets and still produce output that looked like a mess. Engineers would let the tool run, inspect the result, and discover that cleanup took longer than manual routing. That experience created the familiar industry skepticism around autorouters: the tool could produce copper, but the engineer still had to decide whether the copper made sense.
High-speed design makes that weakness more visible. Once edge rates rise and interconnects behave less like ideal wires, layout choices start carrying more electrical meaning. A trace’s route, reference plane, via transition, spacing, and neighboring geometry all shape behavior. The tool cannot succeed by treating those constraints as afterthoughts. It has to understand enough of the board’s physics to avoid generating candidates that look legal but behave badly.
PCB Autorouting Changed Because Completion Rate Was the Wrong Target
Older tools did not merely age out because hardware became more complicated. They also optimized the wrong objective.
Completion rate asks whether the autorouter connected the board. Engineers need to know whether the result reduces the amount of work required to get to a manufacturable, reviewable, electrically credible design. Those are different standards.
A traditional autorouter might celebrate a board with 95% routed nets. A layout engineer might see a week of cleanup. The tool optimized its internal metric. The engineer judged the actual workflow outcome.
That mismatch explains decades of frustration. A routing tool that produces a “mostly done” layout can still fail if the remaining work is hard, messy, and risk-prone. A tool that technically completes all nets can still fail if the design needs extensive manual repair before anyone trusts it. The correct benchmark is not whether the autorouter can connect copper. The correct benchmark is whether the output saves engineering time while preserving the board behavior the design requires.
Functional Routing Is Different From Good PCB Layout
A functional PCB route connects the nets and satisfies the rule set the tool was given. A good PCB layout reflects design intent.
That difference matters because experienced PCB designers do not think only in local rules. They weigh specific tradeoffs in context. They understand when a slightly longer route is acceptable, when a via is worth adding, when a layer transition creates return-path risk, when placement has forced routing into a bad corner, and when an apparently clean path will create downstream SI, PI, thermal, or manufacturing problems.
Traditional autorouters often converted that judgment into fixed rule rankings. Minimize vias. Keep traces apart. Prefer certain layers. Route certain nets first. Avoid congestion. Each rule may be reasonable on its own, but a fixed priority stack cannot adapt the way an engineer does as the board fills in. Rules interact. Decisions that look good early can create poor tradeoffs later. A route that minimizes one metric can damage another.
Modern layout automation needs a richer objective. It needs to generate candidates that are useful for human review, not just geometrically complete.
PCB Autorouting Also Depends on Placement
Placement and routing are often discussed separately because older tool flows treated them separately. Place the components first. Then route the nets. That workflow is familiar, but it hides one of the hardest parts of the problem.
You cannot fully judge placement until you try to route it.
A component placement that looks organized may create impossible routing density. A placement that appears compact may force high-speed nets through bad layer transitions. A placement that satisfies mechanical requirements may create power distribution headaches. A placement that helps one interface may hurt another.
Traditional autorouters usually accepted placement as fixed input. When routing became difficult, the router had limited ability to revisit the placement decisions that created the difficulty in the first place. Engineers then had to interpret whether the router failed because the routing algorithm was weak, the board was overconstrained, or the placement made the problem unnecessarily hard.
The future of PCB layout automation cannot treat placement and routing as separate problems forever. Better tools need to solve them as a coupled system. They need to explore board candidates, route them, evaluate them, and learn which placement and routing combinations produce credible results.
High-Speed PCB Constraints Make Routing a System Problem
At low speeds, many routing mistakes are merely ugly or inefficient. At high speeds, layout becomes part of the circuit.
Differential pairs need spacing that reflects the stackup and impedance target. High-speed traces need appropriate reference planes. Layer transitions need return-path continuity. Dense breakout regions create routing pressure. Power distribution choices affect noise and behavior. Thermal constraints change component placement and copper decisions. Manufacturing constraints shape via choices, trace widths, clearances, and layer usage.
No routing engine can treat those concerns as independent boxes. They push on one another. A via decision can affect density, return path, impedance discontinuity, and manufacturability. A placement decision can affect route length, power delivery, assembly, and thermal performance. A layer choice can improve one net while creating congestion for another.
Modern automated PCB design therefore needs broader engineering context. A tool that optimizes a thin version of routing will keep disappointing teams who care about the full board.
Why DRC Passing Is Not Enough
Design Rule Checks are necessary. They are not sufficient.
A DRC can tell engineers whether copper violates spacing, clearance, width, keepout, and other manufacturing-oriented constraints. That is essential, but DRCs do not prove that a routed board will behave well electrically. A board can pass DRC and still suffer from return-path discontinuities, poor impedance control, unwanted coupling, avoidable stubs, bad reference-plane transitions, or layout choices that make bring-up harder than it needed to be.
The distinction between DRCs and Physics Rule Checks matters because the industry already understands rule checking as a way to verify geometry. The next step is checking whether generated candidates satisfy targeted electrical-behavior constraints during layout generation, not only after routing is done.
Physics-aware automation changes the feedback loop. Instead of routing first and discovering problems later, the tool can evaluate candidates against relevant behavior while it searches. Bad candidates can be discarded earlier. Better candidates can receive more compute. Engineers can review outputs with a clearer sense of which constraints were met and which still need attention.
AI PCB Layout Only Matters If It Changes the Objective
AI does not automatically fix PCB autorouting.
A model trained to imitate existing layouts may reproduce old habits, inherit human mistakes, and fail when the next board differs from the examples it has seen. A neural network can make plausible suggestions, but plausibility is not the same as physics. Differential-pair spacing should come from stackup and impedance targets, not from a model guessing what spacing “looks right.” Return-path continuity should be checked against the actual layout candidate, not assumed from a pattern.
AI becomes useful when it helps navigate a huge search space while other methods verify what must be calculated directly. Reinforcement learning can help propose promising decisions. Classical solvers can check physics. Computational geometry can reduce the routing search space. Exact algorithms can handle constraints where deterministic methods work better than learned ones.
The important shift is not “AI instead of autorouting.” The important shift is a system that searches for complete, reviewable board candidates against a stronger objective. AI earns its place only when it helps produce layouts that engineers can trust faster than manual work alone.
Multi-Physics Belongs in the PCB Routing Conversation
PCB routing cannot remain isolated from the rest of board behavior. Modern hardware teams already know this in practice. Signal integrity, power integrity, manufacturability, thermals, mechanical packaging, cost, and assembly all meet in layout.
The more constrained boards become, the less useful it is to pretend that routing is only a geometry problem. Layout decisions can affect heat, noise, timing, cost, and yield. A routing tool that ignores those consequences may still finish the nets, but it will not reliably produce the board an engineering team actually needs.
Better automation will require better constraint modeling. Tools will need to absorb more of the system context, not less. They will need to understand which constraints are hard requirements, which tradeoffs are flexible, which parts of the layout a human wants to preserve, and which candidates deserve further exploration.
Cloud-Scale Compute Changes the Routing Problem
Traditional autorouters usually ran on a local workstation and produced one main attempt at a time. That compute model shaped the tool’s behavior. A hard board did not simply need a slightly better pathfinding algorithm. It often needed many placement and routing candidates explored, scored, rejected, and improved.
Cloud-scale compute changes what layout automation can attempt. A system can train on large volumes of generated layout problems, explore many candidates in parallel, evaluate complete board attempts, and keep learning from classes of routing challenges. The point is not brute force for its own sake. The point is giving the tool enough search capacity to find workable candidates in a space too large for one local autorouter pass.
PCB layout has a combinatorial character. More components, more layers, more constraints, and tighter density expand the number of possible decisions far faster than a human can exhaustively explore. Engineers handle this through experience, simplification, pattern recognition, and judgment. Automation needs its own version of that capability: broad exploration, targeted scoring, and fast rejection of bad paths.
Why Mature EDA Workflows Make Change Hard
Routing innovation also has a workflow problem. Mature EDA environments are full of established habits, file formats, tool expectations, customer constraints, and organizational memory. Engineers have learned where existing tools are useful, where they fail, and how to work around them. Companies need compatibility. Teams need reviewability. Nobody wants a black-box system changing a board without explaining what happened.
That reality slows adoption even when a new approach is technically stronger. Engineers do not only ask whether a tool can automate work. They ask whether it fits into their design process, preserves control, exposes constraints clearly, and outputs something they can inspect inside their native ECAD environment.
The next generation of PCB layout automation has to respect that. Engineers need the ability to pre-place critical components, preserve known-good routes, constrain sensitive areas, inspect candidate scorecards, and decide where human judgment remains necessary. Better automation should shift the engineer’s work from drawing every detail toward specifying intent, reviewing candidates, and iterating faster.
PCB Autorouting Is Moving Toward Board Compilation
A useful way to describe the shift is from net routing to board compilation.
Traditional autorouting tried to connect nets after placement. Board compilation would take design intent, constraints, stackup, components, placement regions, preserved routes, and targeted physics checks, then search for complete layout candidates that satisfy the actual requirements of the board.
The compiler analogy is imperfect because boards are physical objects. Manufacturing variation, supplier constraints, signal-integrity concerns, lab bring-up, and human layout preferences all matter. Still, the direction is similar. Engineers once distrusted compilers for tasks humans wrote by hand. Over time, compilers became trusted for most routine work while humans retained control over specialized, critical cases. PCB layout may follow a comparable arc, with automation taking on more routine and constrained work while engineers focus on intent, review, critical judgment, and validation.
The autorouter was the right idea for its time. The target was too narrow. Modern hardware needs tools that optimize for credible board candidates, not merely connected nets.
FAQ: PCB Autorouting, AI PCB Layout, and Legacy Autorouters
Why do old PCB autorouters fail on modern designs?
Old PCB autorouters often fail because they optimize a narrower version of the layout problem than modern teams need solved. They may connect many or all nets, but still produce layouts that require too much cleanup, ignore important electrical behavior, or fail to reflect the engineer’s design intent.
Is PCB autorouting just a pathfinding problem?
No. PCB autorouting includes pathfinding, but modern layout also involves signal integrity, power integrity, manufacturability, cost, thermal behavior, return paths, impedance control, coupling, placement tradeoffs, and reviewability.
What is the difference between autorouting and AI PCB layout?
A traditional autorouter usually takes placement as fixed input and routes nets against design rules. AI PCB layout, at its best, treats placement and routing as a coupled problem, explores many layout candidates, and checks those candidates against targeted physical and electrical constraints.
Why is completion rate a bad metric for PCB autorouting?
Completion rate only tells engineers how many nets were connected. It does not tell them whether the board is manufacturable, electrically sound, easy to review, or faster to finish than manual routing. A completed board can still be a bad layout.
Will AI replace PCB layout engineers?
AI may reduce repetitive layout work and help teams explore more candidates faster, but engineers still define intent, set constraints, review outputs, validate boards, and make system-level tradeoffs. Better automation changes the work. It does not remove engineering judgment.
PCB Routing Remains Unsolved Because the Target Keeps Expanding
PCB routing remains difficult because the problem keeps moving. New speeds, interfaces, packages, board densities, manufacturing processes, and system requirements continually change what “good routing” means. Earlier autorouters were built for a world where connecting nets was the central goal. Modern hardware needs tools that understand layout as a physical, electrical, and manufacturable system.
The next generation of PCB layout automation will not win by repeating old autorouter logic faster. It will win by optimizing for the thing engineers actually care about: complete board candidates that preserve design intent, satisfy relevant checks, reduce cleanup, and help teams move from schematic to manufacturable hardware with more confidence.