






Read the Full Series
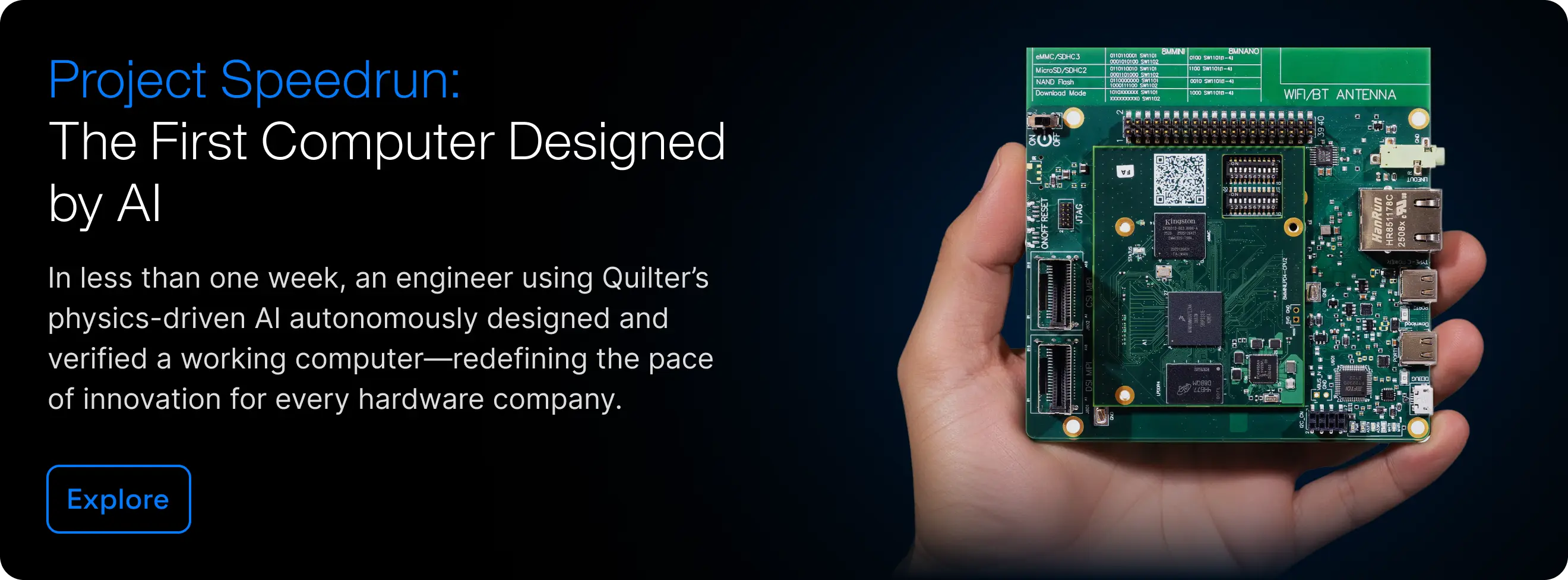
This article is one part of a walkthrough detailing how we recreated an NXP i.MX 8M Mini–based computer using Quilter’s physics-driven layout automation.
A finished PCB can look deceptively calm. Copper pours sit in clean regions, traces move with apparent purpose, and components occupy neatly bounded spaces. Viewed from a distance, a board can resemble a technical drawing: precise, fixed, and obedient to visual order. Working engineers know better because a PCB is not a picture of intent. A PCB is a physical search space where every choice changes the next set of possible choices.
Multi objective optimization gives useful language to that reality. PCB layout does not ask for one perfect answer because no single metric defines success. Shorter routes, cleaner return paths, stronger manufacturability, lower cost, better power delivery, thermal margin, density, and reviewability can all compete inside the same design. Serious AI PCB layout must therefore solve a multi objective optimization problem, not merely draw traces between pins.
Stelios Stavroulakis captures the point with unusual clarity: “There is no optimal board. Boards have... there’s just the board that does not break. So within the boards that did not break, how do you find the best one?” His line belongs at the center of any serious conversation about automated PCB layout. Perfect optimization is often the wrong mental model for hardware because a board lives inside feasibility, tradeoffs, and physics. Better layout automation does not remove compromise. Better layout automation helps engineers search the compromise space with more evidence, speed, and discipline.
Across conversations with Sam Smeal, Richard Whitney, and Stelios Stavroulakis, a shared engineering philosophy emerges. Sam approaches the problem through requirement discipline and simplification. Richard grounds the discussion in electromagnetic behavior, return paths, stackups, and physical constraints. Stelios frames PCB layout as combinatorial search across a massive design space. Together, their perspectives show why Quilter’s most credible AI story is not push-button magic, but mathematical optimization inside physical reality.
For readers comparing categories of AI layout software, Quilter’s guide to autonomous PCB design provides a useful companion: autonomy should mean complete candidate layouts that are generated, reviewed, and constrained by real board requirements rather than a lighter assistant layer around manual work.
Multi Objective Optimization Starts Before the Algorithm Runs
Sam Smeal describes his engineering loop in simple terms: “Obviously you need to question requirements, like really flesh them out... and then as soon as you get that, you just delete, delete, delete all the requirements as much as you can. And then you simplify it, try to optimize it and then you accelerate.” Casual readers may hear a general productivity principle. PCB designers should hear something sharper: before any multi objective optimization algorithm can produce a useful answer, the problem formulation has to be clean. Bad requirements create bad search spaces.
Requirement discipline matters because PCB constraints are not interchangeable. Some rules protect electromagnetic behavior, while others protect manufacturing yield, sourcing options, enclosure compatibility, or institutional preference. Legacy constraints often survive because nobody has questioned them, not because physics still requires them. When unnecessary objectives remain in the model, the search space grows harder without making the board better. Sam’s “delete, delete, delete” becomes an engineering method for removing fake complexity before mathematical optimization begins.
Sam names the failure mode directly: “Engineers have a tendency to overthink... they will try to optimize something that shouldn’t even exist.” In software, this might waste time. In hardware design, this can send an automated system searching through a distorted version of the real problem. A layout engine cannot know which constraints are meaningful if the team has not clarified which requirements actually matter. Constraint pruning is not paperwork. Constraint pruning is part of the solver.
Acceleration comes last in Sam’s sequence for a reason. Speed amplifies whatever problem definition comes before it. A fast system with poor requirements generates more poor candidates. A disciplined system with sharper constraints can explore more of the useful design space. Multi objective optimization, applied well, begins with the human act of deciding which objectives deserve to shape the board.
Physics Is the Constraint Nobody Gets to Negotiate
Richard Whitney approaches optimization from the board itself. Discussing region-specific ground pours and split grounds, he explains why careless plane discontinuities are dangerous: “If you have a signal that passes from one ground plane over to a different one, that gap just spews like radio spews like interference. It throws static everywhere. It’s really bad.” His language is conversational, but the point is technical. A return path is not a visual nicety. A broken reference can turn a clean-looking route into an electromagnetic problem.
Signals do not follow intent just because a schematic says they should. Current returns through available physical paths, fields couple into nearby structures, and discontinuities create behavior that a simple geometry check may miss. Richard’s description of signals “trying to couple to anything they can” and needing to be “constrained and bounded” gets close to the heart of physics-driven layout. PCB automation has to care about more than whether copper connects two pads. Automated layout has to care about whether the connected system behaves.
A shallow optimization model might minimize wirelength, reduce crossings, or complete a route. Useful goals, certainly, but insufficient for serious hardware. High-speed traces need reference continuity, differential pairs need controlled coupling, power nets need current capacity, and impedance targets depend on stackup and material assumptions. For a practical comparison between older routing expectations and modern AI-assisted workflows, see Quilter’s guide to automated PCB routing. Each routing constraint represents a piece of accumulated engineering knowledge rather than mere geometry.
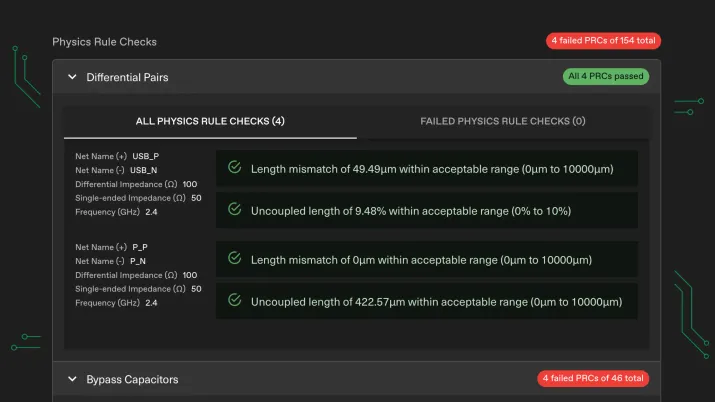
Multi objective optimization becomes credible in PCB design only when the objectives are physically meaningful. A board can be routed and still be a bad board. A board can pass a basic design-rule check and still create EMI risk. A board can look tidy and still violate the invisible geometry of fields, return paths, and current density. Richard’s contribution to the essay is simple and crucial: AI does not get to vote on electromagnetics.
PCB Layout Is a Combinatorial Search Problem
Stelios describes the larger algorithmic challenge plainly: “We are trying to solve a problem where we need to explore a huge space in order to come up with good solutions.” PCB designers experience this every day, even when they do not use formal optimization language. Every component placement changes routing options. Every routing choice affects congestion, via strategy, layer usage, and future constraints. Every stackup decision reshapes impedance, current paths, manufacturability, and cost.
Combinatorial complexity makes PCB layout different from ordinary drafting. A small design may already contain thousands of interdependent choices. A dense board with high-speed nets, power constraints, mechanical boundaries, and manufacturing rules becomes a forest of branching decisions. One early placement can open or close entire routing corridors. One layer choice can simplify one objective while damaging another.
Stelios widens the frame when he says, “The combinatorial problems exist everywhere... They’re the same kind of beast, wearing different masks.” Warehouse scheduling, routing problems, multi-agent coordination, chip floorplanning, and PCB placement all share a family resemblance. Each domain contains a large search space, hard constraints, competing objectives, and incomplete certainty. Methods such as reinforcement learning and genetic algorithms matter because they offer ways to explore difficult spaces where brute-force enumeration is impossible.
PCB layout adds a physical burden to that abstract search. A mathematical optimization system cannot treat every feasible path as equally meaningful. Some choices route successfully but create review headaches. Some choices reduce congestion but worsen power behavior. Some choices improve one class of nets while increasing risk for another. Search is only useful when the scoring system understands what the board is trying to become.
Contemporary Research Context: Candidate Populations, Pareto Fronts, and Genetic Algorithms
Modern multi objective optimization research gives hardware teams a useful vocabulary for what they already do under pressure. Kalyanmoy Deb and coauthors formalized one of the most influential population-based approaches in NSGA-II, a genetic algorithm built around non-dominated sorting, elitism, and diversity preservation. Population-based search matters because real engineering design usually needs a set of strong alternatives rather than one premature answer. A PCB team comparing candidate boards is doing a practical version of Pareto reasoning, even if the review meeting never uses that term.
Genetic algorithms remain relevant because they preserve variety while improving candidate quality. A single generated board can hide the tradeoff surface. Multiple board candidates reveal whether compactness came at the expense of routing clarity, whether fewer vias damaged power behavior, or whether a manufacturable choice consumed precious area. Candidate diversity turns optimization from a black-box answer into an engineering conversation.
Recent research has also moved beyond classical evolutionary search. A 2024 Frontiers survey on machine-learning-enhanced multi-objective evolutionary algorithms emphasizes that production and scheduling problems often require balancing cycles, costs, resource constraints, and stakeholder objectives at once. The survey highlights reinforcement learning as one family of methods now being used to improve multi-objective evolutionary approaches in constrained scheduling environments. Those domains are not PCBs, but the analogy is meaningful: both require decisions under scarcity, dependency, and competing goals. See Zhang et al., Enhancing multi-objective evolutionary algorithms with machine learning for scheduling problems.
PCB layout should not borrow research language lazily. Scheduling, routing, and board design have different physics and different failure modes. Even so, the research direction is useful because it shows where optimization is going: toward hybrid methods that combine learned policies, candidate populations, explicit preferences, and domain constraints. Hardware AI becomes more credible when it treats mathematical optimization as a framework for disciplined search rather than a decorative buzzword.
Contemporary Research Context: Reinforcement Learning and Multi-Objective Combinatorial Optimization
Reinforcement learning becomes relevant when the solution process unfolds as a sequence of decisions. Placement changes routing. Routing exposes placement weaknesses. Via strategies alter layer pressure. In 2024, Wang, Yao, Li, and Zhang published Multiobjective Combinatorial Optimization Using a Single Deep Reinforcement Learning Model in IEEE Transactions on Cybernetics, proposing a deep reinforcement learning approach that maps problem instances toward Pareto-optimal solution sets. Their demonstration domain is the multi-objective traveling salesman problem, but the structural idea is broader: learned policies can help approximate tradeoff sets in combinatorial problems.
Another signal comes from neural combinatorial optimization. An ICLR 2026 paper on neural multi-objective combinatorial optimization for flexible job shop scheduling proposes a preference-conditioned method for generating solution sets that reflect different tradeoffs. Flexible job shop scheduling is not PCB layout, but its structure resembles hardware layout in one important way: multiple objectives must be balanced while each decision changes the remaining feasible space. That pattern is exactly why placement and routing should be treated as interdependent moves rather than disconnected stages.
For Quilter’s audience, the useful lesson is not that PCB layout can simply import algorithms from scheduling or routing papers. Board design includes return paths, dielectric behavior, fabrication rules, power integrity, and human product intent. Research is most useful as a conceptual map. Strong automation will likely combine learned search, explicit constraints, physics-aware scoring, and engineer-directed preferences rather than rely on any single optimization technique.
Quilter’s own language already points in this direction. The company describes workflows where systems generate multiple complete candidates and score them against the objectives that matter. That phrasing is stronger than generic AI language because it describes the output engineers actually need: not one magical answer, but a set of inspectable candidates with evidence attached.
Placement and Routing Are Two Players in the Same Game
Stelios offers another important phrase: placement and routing can be “two players in the same game.” Traditional workflows often separate these phases for practical reasons. Place components first, route connections second, check the result third, and revise when something fails. Experienced designers know the separation is convenient but incomplete. Placement choices create the routing problem, while routing difficulty reveals placement mistakes.
A multi objective optimization problem becomes more complex when objectives change each other. Component density can help product size while increasing routing pressure. Cleaner routing can require placement movement. Better power distribution can consume space that signal routing wanted. Stronger manufacturability can force compromises in compactness or aesthetics. A layout process that treats these factors as isolated steps will miss the way each one reshapes the others.
Reinforcement learning offers one useful analogy because agents learn through interaction with an environment. In PCB layout, placement decisions change the environment available to routing. Routing feedback can then reveal whether the placement created a healthy or hostile design space. Quilter’s broader description of reinforcement learning in automated layout helps readers connect this idea to the product category without flattening the technical problem into a slogan.
Quilter’s opportunity sits in that coupling. A board candidate should not be judged only after routing completes. Useful automation should expose why a candidate works, where it strains, which constraints dominate, and which objectives caused the most difficult tradeoffs. Engineers do not need a black-box answer as much as they need a better map of the design space. Placement and routing become more powerful when the system treats them as interdependent moves rather than separate chores.
Why Genetic Algorithms Belong in the Conversation
Genetic algorithms belong in this conversation because PCB layout benefits from candidate diversity. A single generated board can hide too much. Multiple candidate boards reveal tradeoffs. One layout might favor compactness, another might favor routing cleanliness, another might preserve stronger power paths, and another might give manufacturing more breathing room. Engineers learn more from a population of alternatives than from a single mysterious output.
Evolutionary search methods are useful because they can maintain and improve populations of candidate solutions. Candidate boards can be scored, varied, recombined, rejected, or preserved based on how well they satisfy competing objectives. In multi objective optimization, the goal is often not one absolute winner. A useful multi objective optimization algorithm can help approximate a frontier of strong tradeoff options. Human engineers can then decide which candidate best matches product priorities.
PCB design already behaves like this in human practice. Engineers compare routing approaches, component orientations, connector locations, layer strategies, and layout compromises. A senior reviewer may not say “Pareto frontier,” but the reasoning is similar. Improving one objective often requires giving ground somewhere else. Better automation makes this tradeoff process more visible and less dependent on late-night manual iteration.
Genetic algorithms also help explain why “AI” is too vague as a category. Some systems predict, some classify, some generate, and some search. PCB layout needs search, scoring, constraint handling, and candidate comparison. Reinforcement learning may help systems learn layout strategies through feedback, while genetic algorithms and related evolutionary methods can help preserve diverse alternatives. Multi objective optimization provides the broader frame that makes these methods legible to hardware teams.
There Is No Optimal Board Is an Engineering Principle
Stelios’s line, “There is no optimal board,” may sound provocative, but many engineers will recognize the truth inside it. A board can always be better along some axis. Shorter traces may help one objective while increasing congestion. More conservative spacing may improve manufacturability while enlarging the board. Fewer vias may simplify fabrication while making escape routing harder. Better thermal behavior may require placement decisions that complicate signal paths.
Best always means best according to a chosen set of priorities. A prototype board may privilege speed and debug access. A production board may privilege cost, yield, and assembly reliability. A compact consumer device may prioritize density. An RF-heavy design may elevate return paths, isolation, and field behavior above almost everything else. Each context changes the meaning of good layout.
Multi objective optimization gives engineers a disciplined way to talk about this reality. A candidate board can be feasible without being ideal. A feasible board can still be worse than another feasible board. A strong candidate may sit near the best available compromise for a specific objective mix. Better design tools should help engineers see which tradeoffs were made rather than pretending tradeoffs disappeared.
A mature AI PCB layout workflow will therefore focus on feasible regions, not fantasy perfection. Candidate generation matters because engineers need options. Scoring matters because options need evidence. Review matters because product priorities cannot be fully inferred from geometry alone. Authority comes from admitting that hardware design is a compromise-rich discipline and then building tools that navigate compromise intelligently.
Reliability Means Bounded Consistency, Not Magic
Richard’s definition of reliability points toward a more trustworthy AI claim. Reliability means “consistency of performance within certain bounds,” along with the ability to solve boards of a certain complexity level well. Hardware teams tend to respect bounded claims because they know every tool has an operating envelope. Universal claims sound brittle. Specific claims invite evaluation.
PCB automation should therefore be judged by the class of problems it handles, the constraints it understands, and the evidence it provides. A tool does not need to promise universal perfection to become valuable. Better candidate exploration, stronger constraint modeling, clearer physical scoring, and faster iteration can all create meaningful engineering leverage. Trust grows when the system shows where it performs well and where human review remains essential.
Mathematical optimization has the same humility built into it. Models are abstractions, and abstractions have limits. Objective functions express priorities, but priorities may be incomplete. Constraints encode knowledge, but knowledge may change when manufacturing, product goals, or field failures reveal something new. Strong engineering tools help teams update the model rather than pretend the model is final.
Quilter’s strongest position is not that AI replaces the hardware engineer. A more credible position is that automated layout can expand what engineers can evaluate before schedule pressure hardens every decision. More candidates, better scoring, and faster iteration can turn layout from a single pressured path into a richer design conversation. The practical reader can connect that idea to Quilter’s schematic-to-fab-ready workflow, where candidate generation and review sit inside a faster design cycle. Reliability, in that sense, means repeated access to good options inside known constraints.
Culture Becomes Part of the Solver
Sam’s onboarding story and Stelios’s comments on listening may appear separate from optimization, but they belong inside the technical argument. Complex boards require knowledge distributed across people. Electrical constraints, mechanical boundaries, firmware assumptions, manufacturing preferences, thermal concerns, sourcing realities, and product priorities rarely live in one engineer’s head. A team that cannot communicate constraints cannot automate them.
Sam describes teammates who “took the time to help me and show me how everything worked.” Stelios describes a culture that creates “time and space to listen to everybody and see what their perspective is.” For a casual company profile, those quotes might signal kindness. For an engineering article, they signal something more operational. Shared context improves problem formulation.
Multi objective optimization depends on the objectives teams choose to encode. Poor communication creates poor objective functions. Missing context produces candidates that look good by one metric and fail by another. A mechanical constraint left unstated becomes a late redesign. A signal-integrity concern translated too vaguely becomes a weak scoring rule.
Collaboration becomes a form of technical infrastructure. Engineers must be able to name constraints, challenge inherited requirements, define acceptable tradeoffs, and explain why one candidate is better than another. AI systems can search, but teams still define what counts as useful. Human judgment remains part of the loop because hardware constraints are not merely mathematical. Hardware constraints are physical, commercial, cultural, and historical.
Multi Objective Optimization Is the Honest Frame for AI PCB Layout
AI PCB layout is too often discussed as if the goal were automatic drawing. Multi objective optimization offers a better frame because it names the true difficulty. PCB layout requires mathematical optimization across competing goals, physical constraints, and changing product priorities. A successful automated system must generate feasible candidates, score them against meaningful objectives, and give engineers enough evidence to choose wisely. Anything less risks confusing completed routing with good engineering.
Reinforcement learning, genetic algorithms, and other optimization methods matter because they help explore large design spaces. None of them remove the need for constraint clarity. None of them repeal physics. None of them eliminate the need for experienced review. Their value comes from making search more powerful, not from making judgment obsolete.
Quilter’s authority should come from respecting the box rather than pretending to escape it. Boards fail when physical reality is abstracted too casually. Layout tools disappoint when they optimize shallow objectives. Engineering teams lose time when constraints are bloated, ambiguous, or poorly communicated. Strong automation works in the opposite direction: clearer requirements, richer physical models, more candidate diversity, and more inspectable tradeoffs.
A board is not a blank canvas. A board is a negotiated settlement among physics, manufacturing, cost, density, schedule, and intent. Multi objective optimization does not make that negotiation simple. It makes the negotiation visible enough to improve. Serious hardware AI begins there: not with freedom from constraints, but with mastery inside them.