






Read the Full Series
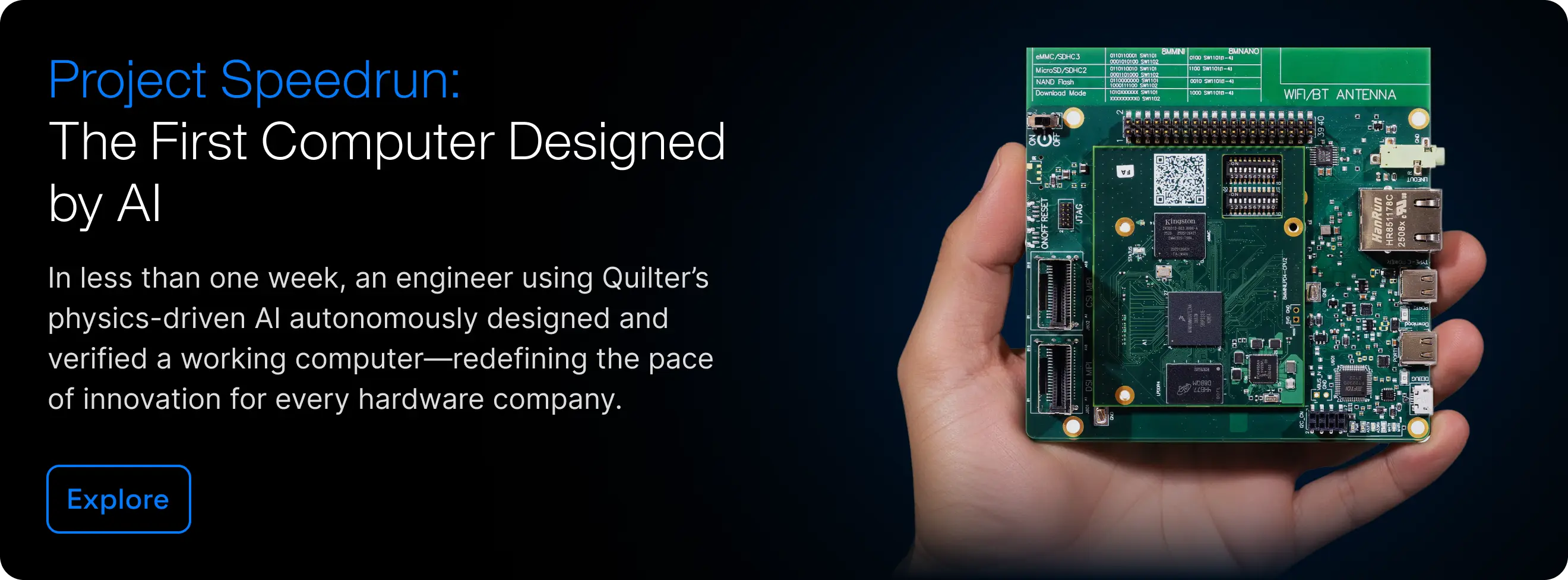
This article is one part of a walkthrough detailing how we recreated an NXP i.MX 8M Mini–based computer using Quilter’s physics-driven layout automation.
If you build boards to DO-254 and AS9100, you already know that layout is not just about routing traces. It is about proving how you got there. Traditional enterprise PCB tools like Cadence Allegro or Siemens Xpedition can route complex aerospace hardware, but they still require stitching together design evidence by hand across screenshots, emails, and late-night checklist edits.
This article shows how deterministic, physics-aware AI PCB layout from Quilter fits into your existing toolchain to cut weeks from the schedule while strengthening your compliance story for DO-254 PCB design and the AS9100 design process. Quilter is not a replacement for your ECAD signoff flow. It is an AI layout engine that plugs into your existing workflow and makes the “objective evidence” part easier to generate, review, and reproduce.
Let’s define what DO-254 and AS9100 really expect from your PCB layout flow
DO-254 is fundamentally about design assurance for airborne electronic hardware across the lifecycle: requirements, design, implementation, verification, and configuration data. For PCB layout, that translates into a few recurring expectations:
- Requirements-based implementation: layout decisions (stack-up, impedance rules, class rules, keep-outs, placement constraints) must be connected back to requirements and design data, not just “what worked last time.”
- Verification evidence: you need objective evidence that the implemented board matches intent, including constraint adherence, review outcomes, and verification results for critical nets.
- Configuration control: every meaningful change needs traceability: what changed, why it changed, who approved it, and which artifact set represents the controlled baseline.
AS9100 complements this by emphasizing documented processes and repeatability, including design and development planning, risk management, change control, corrective actions, and objective evidence that your processes are followed consistently across programs and suppliers. In practice, auditors want to see a system that can answer: “Show me how you controlled the design, controlled changes, verified results, and captured evidence.”
Mapped to PCB layout, those expectations land on day-to-day activities:
- Constraint definition (including impedance-controlled nets, differential pairs, spacing classes)
- Routing decisions and ECO management
- SI/PI considerations and design checks
- Peer reviews and documented sign-offs
- Verification of implementation vs schematic intent
One point that matters when people evaluate “best pcb tools for aerospace companies”: tools support compliance, but they do not make you compliant. Allegro, Xpedition, Altium, and Zuken provide powerful constraint systems. Compliance lives in your process and your evidence trail, not in the brand name on the tool license.
Here’s why traditional PCB tools alone make aerospace compliance so hard
Most aerospace teams already run a mature stack: a primary ECAD platform (often Allegro or Xpedition), analysis tooling for SI/PI and EMC, and a configuration system (PLM or tightly controlled VCS). That stack is necessary and is still where final sign-off occurs. The problem is the gap between “layout got done” and “layout is defensible.”
Here is the common pattern in a traditional flow:
- Constraints are entered and maintained manually, often split between ECAD rule decks and external spreadsheets or requirements docs.
- Routing is human-driven, meaning decisions are distributed among individual designers, knowledge, and local shortcuts.
- Design rationale is captured after the fact, usually when a review or audit forces you to reconstruct it.
That is where compliance friction shows up. Common failure modes are not exotic:
- A constraint was documented in a requirements doc, but not implemented correctly in the ECAD rule set.
- An ECO changed the routing topology or via structure, but the “why” and “who approved” are documented in an email thread.
- Reviews are real, but the evidence is scattered across screenshots, meeting minutes, and tool history that is not structured for audit narratives.
Even in the “best PCB tools for aerospace companies” category, the bottleneck is rarely raw capability. It is repeatability and evidence. Enterprise tools can do the work. They do not automatically produce a clean, reviewable, and repeatable record of how the work was done.
This is where Quilter fits: not as another CAD replacement, but as an AI PCB layout engine that plugs into existing tools and produces structured, repeatable, logged decisions by default, while returning outputs in the same formats teams already use.
How does deterministic AI routing change the compliance story?
Aerospace teams should be skeptical of “AI” unless it improves control, not just speed. The key compliance-relevant concept is deterministic AI routing: given the same inputs and constraints, the system produces repeatable candidate layouts with a traceable decision path, not a one-off result that cannot be reproduced.
Quilter’s approach is built on physics-driven automation and reinforcement learning to quickly explore many candidate boards and validate them against physical constraints. In practice, that changes the layout loop in three ways that matter for DO-254 and AS9100:
- Constraints become first-class inputs, not tribal knowledge
Quilter workflows start with the constraints you already define in ECAD: impedance-controlled nets, differential pairs, spacing and class rules, keep-outs, via limits, and floorplan intent. Quilter is designed to work with native projects from tools such as Altium, Cadence, Siemens, and KiCad, so you are not rewriting your workflow around a new file format. - Physics-aware checks reduce latent layout errors
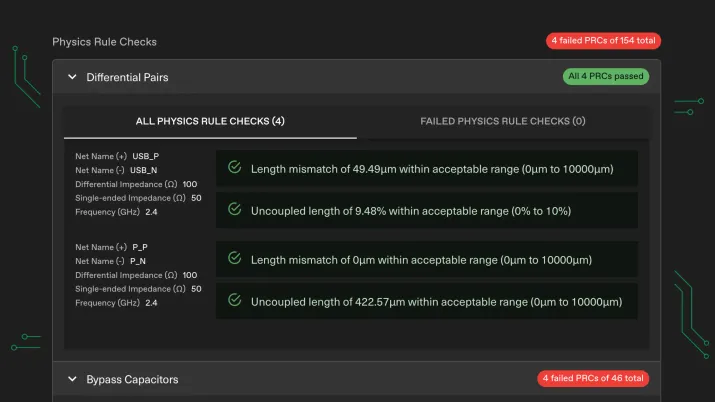
For compliance programs, the most costly errors are those that slip through early review and surface during bring-up, SI/PI rework, or EMC surprises. Quilter evaluates candidates against the provided physical constraints and flags what is “done” versus what needs review. This does not replace your SI/PI signoff tools, but it can reduce the probability of avoidable layout-induced anomalies by enforcing constraints consistently. - Determinism strengthens design assurance narratives
DO-254 is full of “show me” moments: show me how implementation ties to requirements, show me verification evidence, show me controlled changes. Deterministic AI routing makes it easier to argue that routing is not a black box craft exercise. It is a controlled activity: inputs are defined, outputs are evaluated, and selection is approved.
Just as important: engineers remain in control. Humans define constraints, pre-place critical components, review candidates, and approve the final design for release. Quilter accelerates non-core layout work while maintaining design authority where regulators and quality systems expect it.
What you need to know about traceability, configuration control, and tool qualification
If you are thinking like an aerospace quality lead (or the person who has to answer the DER question), three topics immediately come to mind: traceability, configuration control, and tool qualification. You do not need magic language. You need a practical plan.
Traceability: what auditors actually want
Auditors want objective evidence that is easy to follow:
- Which constraint set was used?
- Which candidates were generated?
- What checks were run?
- What violations or risks were identified?
- Which candidate was chosen and why?
- Who approved the release baseline?
Quilter helps by making the iteration trail easier to preserve: constraint sets, candidate generations, and evaluation results can be captured as a consistent artifact set rather than reconstructed.
Configuration control: keep it in your existing system
Aerospace teams already have controlled systems: Teamcenter, Windchill, ENOVIA, or internal VCS with strict procedures. Quilter outputs can be returned in the same format as submitted, so you can keep your controlled artifacts where they already belong and preserve your current signoff flow in Allegro, Xpedition, or Altium.
A practical configuration pattern looks like this:
- Version the ECAD project baseline and constraint package.
- Run Quilter with pinned settings (and, if applicable, pinned engine versions).
- Store generated candidates and reports as controlled artifacts.
- Record selection rationale and approvals as part of your standard review package.
Tool qualification: treat it as targeted, evidence-based verification
DO-254 tool qualification discussions can spiral if you let them. Keep it scoped and evidence-driven.
A practical approach:
- Pick a pilot design with known baselines (a previously released board, or a board with a stable constraint definition).
- Run Quilter and generate candidates under controlled inputs.
- Compare outcomes against your acceptance criteria: rule coverage, DRC results in the native ECAD environment, SI/PI results in your chosen solvers, and review findings.
- Document the procedure, results, and signoff.
This gives you a focused body of evidence that the tool behaves predictably in the context you care about, without forcing a theoretical argument.
Here’s how a classic Allegro-based aerospace workflow looks today
To make this concrete, let’s walk through a typical Cadence Allegro workflow that supports aerospace PCB compliance. The details vary by organization, but the structure is consistent.
- Requirements and architecture
Systems and hardware requirements define interfaces, constraints, safety considerations, and environmental assumptions. For DO-254 programs, DAL drives rigor in verification planning. - Schematic capture and net classification
The schematic defines connectivity and often includes early net class definitions for high-speed, critical control, and power distribution. - Constraint entry in Allegro
Impedance constraints, length matching, spacing rules, keep-outs, and via structures are defined and refined. This step is often part ECAD, part external documentation. - Placement and floorplanning
Critical components are placed with mechanical constraints, harness interfaces, and manufacturing considerations in mind. Placement reviews happen early, but the rationale is usually informal. - Manual and assisted routing
Routing progresses iteratively. Designers apply constraint systems, but complex tradeoffs still rely on experience: return paths, plane splits, via strategy, coupling risk, and density management. - SI/PI analysis loops
Signal integrity, power integrity, and sometimes thermal or EMI analysis are run, then changes are applied. Late changes create ECO churn. - Design reviews (PDR, CDR, TRR-related reviews)
Review packages are compiled. Evidence often comes from screenshots, checklists, and summaries. The quality of the package depends on the team’s discipline and available time. - Final signoff, fab outputs, and release
DRC is run, outputs are generated, and the baseline is released through configuration control.
Pain points show up in the same places repeatedly:
- Layout cycles are measured in weeks, and that limits how many alternatives you can explore (stack-ups, form factors, routing strategies).
- The design rationale is reconstructed as needed, not captured continuously.
- Complex rules get applied inconsistently across designers or suppliers.
- Quality and safety stakeholders have limited visibility until late review packages arrive.
This is not a criticism of Allegro. It is a reality that much of the compliance burden resides outside the tool.
How does that same program run when you add Quilter into the stack?
With Quilter, the goal is not to rewrite your aerospace workflow. The goal is to move layout off the critical path while generating better, more reviewable evidence. Quilter is designed to accept native CAD projects, let engineers define constraints and floorplan intent, then generate multiple candidate layouts quickly for review and selection.
A practical Allegro plus Quilter workflow
- Requirements and schematic stay the same
You still build requirements-based design inputs the same way, and the schematic remains the source of truth. - Constraint definition becomes the explicit “contract”.
Engineers and PCB leads define the constraint set that matters: manufacturer-impedance tables, diff-pair rules, length constraints, keep-outs, via constraints, and any routing-topology intent. - Upload the Allegro project to Quilter
You upload your project, define the board outline if needed, pre-place critical connectors or components, lock keep-outs, and confirm constraints. - Generate multiple candidates in hours
Instead of one sequential routing effort, you get multiple viable candidates for review in parallel. Quilter’s product positioning emphasizes rapid candidate generation and physics review to validate constraints. - Structured review and selection
Review becomes a candidate comparison process: which candidate best satisfies constraints, manufacturability, SI/PI risk posture, and mechanical routing considerations? The selection rationale is recorded. - Final polish and release in Allegro
You return to Allegro for any finishing work, run native DRC, generate fab outputs, and proceed through your existing configuration release gates.
Comparison table
Metric
Allegro-only flow (typical)
Allegro plus Quilter flow (typical)
Layout iteration time
Weeks per routing spin (varies by density and reviews)
Hours to first candidates for many board types, then focused polish in ECAD
Alternatives explored
Usually 1 to 2 due to schedule
Multiple candidates in parallel, enabling real trade studies
Constraint adherence consistency
Dependent on designer and time
Constraints treated as explicit inputs and evaluated per candidate
Compliance artifacts
Checklists, screenshots, email trails compiled after the fact
Candidate history, constraint coverage summaries, and review trail captured continuously (then stored in your controlled system)
Signoff system
Allegro DRC, review gates, PLM release
Same signoff system, with an added layer of structured evidence feeding reviews
What results can aerospace teams expect in real programs?
Aerospace leaders evaluating AI PCB layout want two things: conservative expectations and a path to validate them. Here are realistic outcome categories, grounded in Quilter's positioning of its aerospace and mission-critical workflows.
Faster iteration without cutting rigor
Quilter’s aerospace positioning emphasizes removing 4 to 6 weeks from CCA bring-up for mission-critical programs, and generating candidates rapidly so teams can iterate more. (Quilter) That does not mean every board becomes “done in hours.” It means the queue time and manual routing time shrink, which is usually what drives schedule pain.
Fewer layout-induced surprises in verification
For DO-254 programs, verification time is precious. When layout creates avoidable anomalies (return path discontinuities, poor plane stitching decisions, coupling issues, or power distribution mistakes), teams pay twice: once to debug, and again to re-run analysis.
Quilter’s physics-first positioning and constraint evaluation can reduce the probability of latent layout issues by making constraint adherence more consistent across candidates and surfacing reviewable check results earlier. You still run your SI/PI and EMC checks, but the goal is fewer “why did routing do that?” moments late in the cycle.
Better TRR and CDR discussions because the evidence is richer
TRR and CDR reviewers often ask the same questions:
- Which constraints are truly critical, and how were they enforced?
- What did you verify, and what did you assume?
- What changed since the last baseline, and why?
When candidate generation and evaluation are structured, you can bring cleaner artifacts into those reviews: candidate comparison summaries, constraint coverage status, and a clearer selection rationale. That improves review quality even when the board complexity stays the same.
A realistic scenario
Consider an aerospace validation board that previously required three routing spins due to late ECOs and SI findings. With an AI-assisted approach, teams often aim for:
- One primary AI-generated routing spin plus minor edits in ECAD
- Earlier identification of constraint conflicts or density bottlenecks
- Fewer late-stage ECOs driven purely by routing rework
Soft benefits matter too: fewer burnouts from manual routing marathons, more time for worst-case analysis and fault trees, and more consistent documentation across programs.
If you want to see how Quilter frames performance and constraint-driven workflows across demanding designs, the broader solution and product materials are a useful starting point.
Here’s how to pilot Quilter on your next DO-254 board
The lowest-risk way to evaluate Quilter AI is to treat it like any other process improvement: pick the right scope, define compliance-aligned success metrics, involve quality early, and produce a pilot report that stands on its own.
Step 1: Pick the right pilot board
Start with a non-flight or lower DAL design where schedule risk is real but certification risk is manageable:
- Validation boards supporting TRR or subsystem bring-up
- Interface adapters, harness breakouts, or test fixtures
- DAL C or DAL D hardware, where the team can move fast but still capture evidence
Quilter explicitly positions itself as strongly committed to accelerating bring-up and iteration for demanding environments, including aerospace and defense.
Step 2: Define constraints and success metrics that map to compliance
Do not just measure “time saved.” Measure what matters for DO-254 and AS9100:
- Traceability: can you show which constraints produced which outputs?
- Evidence quality: how many artifacts are generated automatically vs reconstructed?
- Verification impact: did DRC, SI/PI outcomes, or ECO counts improve?
- Review throughput: did PDR/CDR/TRR prep become easier?
Step 3: Run Quilter alongside the existing flow
Do not rip and replace. Run the pilot as an A/B:
- Baseline: your standard Allegro or Xpedition approach for the same design scope
- AI-assisted: same inputs, same constraints, generate multiple candidates, select, then polish in ECAD
This preserves comparability and makes your pilot report credible.
Step 4: Involve quality and certification engineers early
If you bring quality in at the end, you get “nice demo, but where is the evidence?” Bring them in at the start and ask: What would you want to see in an audit package?
Then treat the pilot deliverables as controlled artifacts: store candidate histories, constraint packages, review notes, and approvals in your configuration system.
Step 5: Scale with templates, not heroics
If the pilot works, scaling should look like standardization:
- A short SOP for AI-assisted layout usage
- Templates for constraint definition packages
- A standard candidate review checklist
- Integration guidelines for PLM or VCS storage and naming
Download: AI-Assisted PCB Layout for DO-254: Pilot Evaluation Checklist (PDF)
Quick FAQ
Does DO-254 “certify” a PCB tool?
No. What matters is how the tool is used in your process, and what evidence you can produce to support design assurance and verification outcomes.
Will Quilter replace Allegro or Xpedition?
Quilter is positioned as an AI layout engine that works with existing workflows and returns files in the same format you submit, so your ECAD tool remains the signoff environment.
How do we talk about AI in an audit?
Talk about controlled inputs, repeatable outputs, verification gates, and human approvals. Treat the AI-assisted layout step as a controlled design activity with documented procedures and stored artifacts.