






Read the Full Series
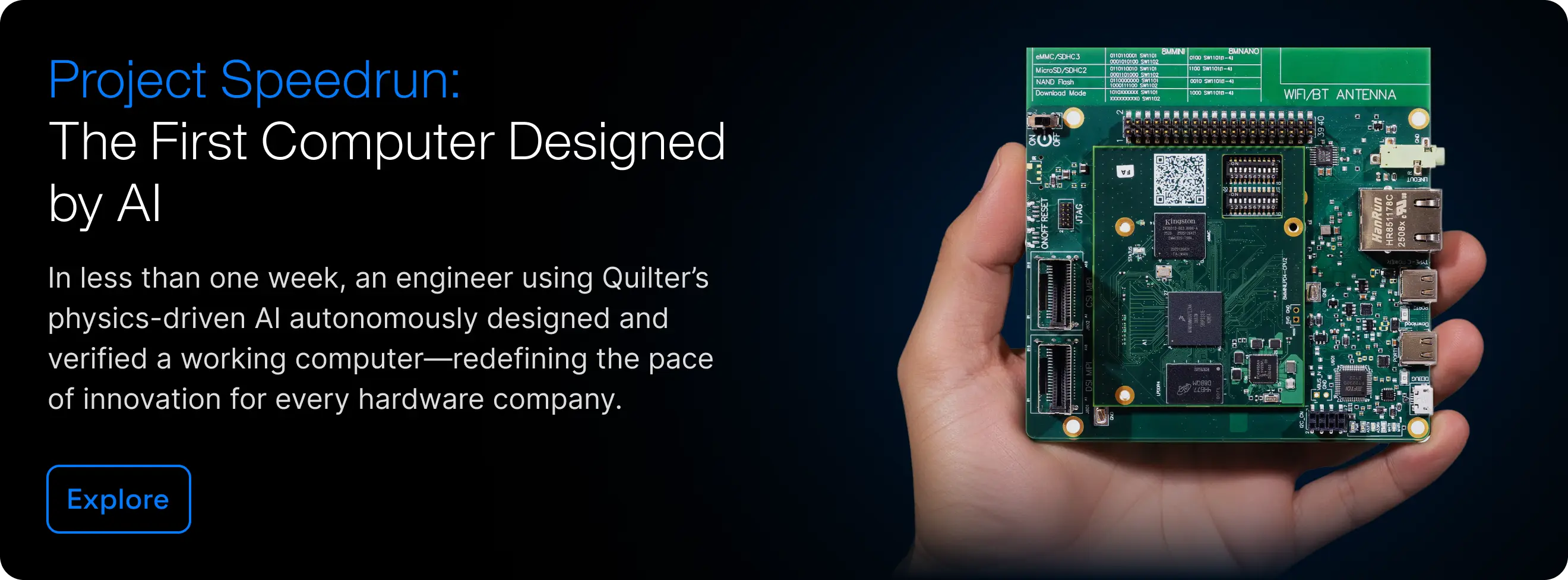
This article is one part of a walkthrough detailing how we recreated an NXP i.MX 8M Mini–based computer using Quilter’s physics-driven layout automation.
If you design electronics for aerospace or defense, you already know the usual PCB tools are powerful, but they rarely make DO-254 compliance any faster. Layout teams still grind through weeks of hand routing, review screenshots, and documentation just to prove the board follows the rules. This article shows how a physics-driven AI layer like Quilter can sit on top of your existing ECAD stack to enforce aerospace constraints, generate verified layouts in hours, and give you better evidence for your next TRR or certification review.
Along the way, we will map DO-254 expectations to day-to-day layout work, compare the top tools for aerospace PCB design, and lay out a practical pilot plan that helps you adopt AI-assisted PCB design without changing how your program signs off flight hardware.
Let’s define what DO-254 really means for your PCB layout flow
DO-254 is often described as “design assurance for airborne electronic hardware,” but layout teams feel it in very specific, very concrete ways. Even if your board is “just a PCB” inside a larger hardware item, the moment it participates in a safety-relevant function, your workflow shifts from “make it pass DRC” to “prove it meets requirements, under configuration control, with verification evidence.”
In practical layout terms, DO-254-aligned work tends to pull you into a few recurring needs:
- Constraint enforcement, you can defend. It is not enough to say “we used the rule deck.” You need to show which rules were applied, why they were chosen, and that the routed design actually meets them.
- Traceability between intent and implementation. Requirements and design constraints do not live only in a PDF. They appear as net classes, impedance rules, creepage/clearance, keep-outs, via structures, and manufacturing constraints that must remain synchronized with the schematic, layout, and every ECO.
- Verificationis evidence that is objective and repeatable. Reviews still matter, but reviewers want objective outputs: rule checks, constraint reports, SI/PI sign-off results, and change histories that clearly show what changed and why.
- Configuration control that survives schedule pressure. Aerospace teams routinely have to prove they know exactly which version was reviewed, which version was tested, and which version went to fab, including all constraint sets and outputs used to justify compliance.
Typical layout-linked artifacts in DO-254 programs include: constraint definitions (or rule decks), impedance and stack-up definitions, review records, DRC and verification logs, ECO/change records, manufacturing release packages, and sign-off summaries that tie these back to program milestones.
The punchline is simple: DO-254 does not ask you to route traces in a special way. It asks you to produce credible evidence that the routing you did is correct, controlled, and verifiable. Anything that reduces rework while increasing clarity and repeatability can accelerate compliance work without lowering rigor.
Here’s how today’s top aerospace PCB tools handle high-reliability layout
Most aerospace organizations already run proven ECAD stacks. When people search “top tools for aerospace PCB design,” they usually mean the platforms that can handle constraint-driven design, enterprise data management, and the SI/PI workflows that flight electronics demand.
Here is the reality: incumbent tools are excellent at expressing constraints and performing sign-off checks. The time sink is that humans still spend huge effort translating requirements into routing decisions, iterating layout options, and assembling review evidence.
A quick, aerospace-oriented view of the landscape:
- Cadence Allegro / OrCAD PCB: widely used for high-reliability and complex designs with deep constraint management, strong high-speed rule systems, and integration into larger enterprise flows.
- Altium Designer: popular for integrated schematic-to-PCB workflows and fast iteration, with mature rules, strong usability, and broad industry adoption.
- Siemens Xpedition: strong in enterprise environments where scale, libraries, and configuration management matter, with serious constraint systems and integration into larger Siemens toolchains.
- Zuken platforms are common in certain aerospace and global contexts, particularly where multi-board, harness, and enterprise data management patterns are critical.
These tools are not the problem. The bottleneck is that “constraint-driven” still requires a senior designer to interpret constraints across thousands of routing decisions and then substantiate them with documentation often assembled manually.
That is where AI-assisted PCB design becomes relevant, not as a replacement for your trusted sign-off tool, but as an automation layer that generates and evaluates layout candidates quickly, under your exact rule set, so your team spends more time on engineering judgment and less time on repetitive routing and evidence collection.
Comparison table: top aerospace PCB tools and DO-254-related layout needs
Tool
What it is best at in aerospace PCB tools
Where manual effort still dominates
DO-254-related layout and documentation capabilities
Cadence Allegro / OrCAD
Constraint-driven design at scale, high-speed rules, enterprise flows
Hand routing optimization, repeated iterations, manual evidence packaging
Strong rule definition and checks, but teams still compile review artifacts and traceability evidence manually
Altium Designer
Integrated schematic + PCB flow, fast iteration, strong rules usability
Manual routing refinement, repeated DRC cycles, screenshot-driven reviews
Rules and outputs exist, but DO-254 PCB layout evidence often becomes a manual “export and document” process
Siemens Xpedition
Enterprise design management, constraints, large programs
ECO synchronization across artifacts, iterative routing trade-offs
Strong systems for constraints and design data, but documentation assembly and candidate exploration are still human-limited
Zuken
Enterprise multi-disciplinary flows, certain global aero adoption
Manual layout iteration and review packaging
Solid constraint expression and data management, but generating multiple verified candidates quickly is not the default mode
Quilter
AI-assisted PCB design that generates multiple physics-validated candidates fast, within your constraints
Final polish, program-specific trade-offs, formal sign-off in your ECAD
Produces candidate evaluations against rule sets and clear pass/fail style outputs that can be attached as objective review evidence, while keeping ECAD sign-off unchanged
Where traditional flows slow you down on DO-254 projects
Aerospace teams rarely miss milestones because they cannot route a board. They miss milestones because iteration is slow, and compliance evidence is labor-intensive.
Here are the most common choke points in DO-254 PCB layout work, even in teams using the best aerospace PCB tools:
- Hand-tuned routing absorbs senior time. The most experienced designers spend days or weeks tuning critical nets, avoiding dense packages, and balancing constraints across conflicting goals (SI, manufacturability, thermal, creepage, assembly).
- Repeated DRC cycles become a calendar tax. A typical loop is route, DRC, fix, re-run, then repeat after every placement tweak or ECO. When the schedule tightens, “one more ECO” becomes a cascade.
- Evidence collection becomes screenshot engineering. TRR and design reviews often demand objective outputs. Many teams still rely on exported tables, screenshots, and manual notes to demonstrate compliance with constraints and review findings.
- Keeping constraints, ECOs, and verification synchronized is brittle. Requirements evolve. Stack-ups change. Impedance targets shift. Without a workflow that makes constraint evaluation repeatable and traceable across candidates and revisions, teams spend time proving that the documents match the design rather than improving the design.
- Late review findings trigger expensive rework. When issues are discovered late, it is not just a “fix one trace” problem. It can change routing topology, return paths, spacing, or via structures, which triggers additional checks, evidence, and review cycles.
This is why schedule risk in aerospace hardware tends to cluster around review gates. Not because engineers are careless, but because it is hard to produce both (1) a good layout and (2) clean, review-ready evidence when iteration is constrained by human routing bandwidth.
AI-assisted PCB layout is most effective when it transforms iteration into a parallel, rules-driven process: explore multiple candidates quickly, evaluate them consistently, and preserve outputs as evidence without creating a new sign-off process.
How can AI-assisted layout plug into your existing aerospace tool stack?
The fastest way to lose trust in aerospace is to suggest “rip and replace your toolchain.” Aerospace organizations already have proven flows for sign-off, configuration baselines, and manufacturing release. The practical question is: can AI-assisted PCB design plug into those flows without disturbing them?
Quilter is designed to do exactly that: augment, not replace. It works with existing workflows by consuming projects from common ECAD environments, operating within constraints you define, and returning results in the same formats your team already uses for final DRC, polish, and fab file generation.
A high-level integrated flow looks like this:
[ECAD: Altium / Allegro / Xpedition / KiCad]
|
| export / upload existing project + netlist + rules intent
v
[Quilter AI Layout Layer]
- define outline and fixed placement
- encode constraints (SI/PI, creepage, via rules, keep-outs)
- generate multiple candidate layouts
- physics-aware evaluation against constraints
|
| return candidate boards + reports in native-compatible formats
v
[ECAD Sign-off + Release]
- run your standard DRC and sign-off checks
- finalize documentation package
- generate manufacturing outputs
What changes is not your authority for sign-off. What changes is your iteration throughput.
A typical Quilter-assisted loop:
- Upload an existing project from your ECAD tool.
- Define the board outline, pre-place connectors or fixed components, and set a floorplan.
- Encode constraints that reflect your program rules (including MIL-STD PCB constraints and internal company rules).
- Generate multiple layout candidates in parallel, each evaluated against the same constraint set.
- Bring the best candidate back into your existing ECAD environment for final sign-off and manufacturing release.
This is the “AI layer” model: Quilter can create abundance (multiple candidates quickly) while your current aerospace PCB tools remain the system of record for sign-off.
Here’s how Quilter’s rules engine enforces aerospace-grade constraints
Aerospace layout is not generic “good PCB practice.” It is program-specific, environment-specific, and review-specific. The rules that matter for a bench prototype are not always the same as those for mission-critical electronics that will operate at altitude, endure vibration, undergo thermal cycling, and undergo strict manufacturing controls.
Quilter’s approach is straightforward: you define constraints up front, and Quilter consistently generates and evaluates candidate layouts against them. This is where AI-assisted PCB design becomes compliance-friendly: the system is not improvising rules; it is applying your rule set at scale, repeatedly, across many candidates.
Constraint categories aerospace teams commonly encode include:
- Creepage and clearance driven by voltage domains and environmental conditions.
- Controlled impedance for high-speed nets, including differential pair constraints.
- Spacing, via structures, and manufacturing constraints aligned to qualified fabs.
- Keep-outs and isolation zones for sensitive analog, RF, or high-voltage regions.
- Thermal-aware placement and routing preferences that support reliability margins.
How does AI-powered routing cut mission-critical risk instead of raising it?
Aerospace engineers are right to be skeptical about any automation that touches mission-critical electronics. The risk is not that AI “makes a mistake.” The risk is that it produces outputs that are difficult to explain, reproduce, or verify.
For AI-assisted PCB design to reduce risk, it needs to behave like a disciplined engineering system:
- It must route within defined constraints at all times. If you do not allow it, it should not happen.
- It must be repeatable and reviewable. The team should be able to understand what constraints were applied and how candidates were evaluated.
- It must improve verification, not replace it. Your existing sign-off flow still matters.
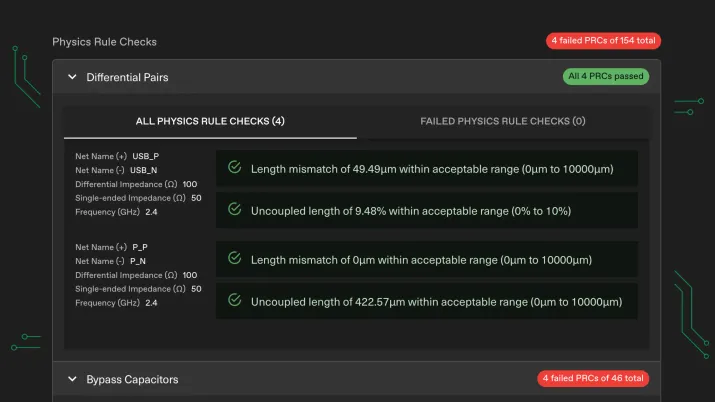
Quilter’s positioning is “physics-driven PCB layout.” In practical terms, that means it does not treat routing as a purely geometric puzzle. It accounts for critical considerations you care about, like bypass capacitors, controlled impedance nets, and differential pairs, then evaluates candidates against the constraint set you provided.
The most compliance-relevant aspect is determinism inside boundaries: Quilter generates candidates under your constraints and evaluates them consistently. It does not “guess” outside verified bounds because the whole point is to keep the decision space constrained by engineering rules.
There is also a subtle but important risk reduction effect: multi-candidate generation.
Traditional manual flows often lead you to “the first layout that works” because exploring alternatives takes time on the calendar. In aerospace, that is a dangerous incentive. When you can generate multiple candidates quickly and evaluate them against the same constraint set, you can compare trade-offs earlier:
- Which candidate has cleaner return paths?
- Which one reduces via count on critical nets?
- Which one improves spacing margins in high-voltage regions?
- Which one reduces late-stage rework risk?
What results can aerospace teams expect in their next TRR or design review?
The outcomes aerospace teams care about are not vanity metrics. They care about review readiness, schedule stability, and fewer surprises in qualification and bring-up.
When AI-assisted PCB layout is used as an augmentation layer, teams typically look for results like:
- Layout cycle compression: moving from multi-week routing cycles to a faster candidate generation loop, so the team can iterate earlier and more often. Quilter’s public messaging for aerospace and defense emphasizes cutting weeks off board bring-up and enabling faster validation timelines.
- Cleaner review evidence: constraint summaries, candidate evaluation logs, and repeatable reports that can be attached to TRR/CDR packages as objective outputs.
- Earlier defect discovery: faster iteration allows teams to surface spacing issues, impedance conflicts, or routing topology problems before the design is frozen, reducing the chance that qualification testing reveals layout-driven failures.
A practical way to think about it: if your team can walk into TRR with a clear constraint baseline, a set of evaluated candidates, and a traceable reason for why the chosen layout is the best trade-off, the review gets easier. Reviewers spend less time interrogating process gaps and more time validating engineering judgment.
Here’s how to pilot Quilter on your next DO-254-aligned design
Aerospace adoption works best when it is controlled, measurable, and aligned with your existing gates. The goal is not to “AI everything.” The goal is to prove that AI-assisted PCB design can reduce cycle time and improve evidence quality without compromising your sign-off rigor.
Step 1: Pick the right pilot target
Start with non-flight hardware that still behaves like aerospace hardware:
- Design validation boards
- Test fixtures and harness-related boards
- TRR-adjacent prototypes that use similar constraints to flight designs
This keeps risk low while preserving realism. You want the same MIL-STD PCB constraints, impedance targets, and review expectations, but without flight-release pressure.
Step 2: Baseline your current flow
Before you introduce Quilter, capture a baseline:
- Time from placement freeze to route complete
- Number of ECO loops before release
- Number of DRC cycles and late-stage fixes
- Time spent assembling review evidence
This is what you will compare against.
Step 3: Encode a program constraint template
Build a reusable constraint template that reflects your environment and standards. Keep it simple at first:
- One or two voltage domains with creepage/clearance rules
- One high-speed differential class with impedance targets and length match
- A small set of keep-out zones and via rules aligned to your preferred fab
Quilter’s value increases dramatically when constraints are explicit and reusable across programs.
Step 4: Generate multiple candidates and review like an aerospace team
Have your PCB and systems engineers review candidates the same way they would review a manual layout:
- Check critical routing topology
- Evaluate spacing margins and isolation zones
- Validate impedance strategy and return paths
- Compare manufacturability and via complexity
Pick the best candidate based on engineering trade-offs, not on “what looks nicest.”
Step 5: Perform sign-off in your existing ECAD environment
Bring the chosen candidate back into your incumbent tool for:
- Standard DRC and sign-off checks
- Any SI/PI analysis you normally run
- Manufacturing release and documentation packaging
This preserves your established authority chain and keeps the pilot aligned with your real process.
Step 6: Report results in TRR language
Summarize outcomes using the language aerospace leaders care about:
- Cycle time reduction
- Evidence clarity (what was easier to show)
- Reduced ECO churn
- Earlier issue detection
Conclusion
If you are evaluating top tools for aerospace PCB design and you already trust your ECAD stack, the lowest-risk next step is a controlled pilot: choose an aerospace validation or test board, encode your constraints, generate candidates, and compare review readiness and iteration speed.
- Explore Quilter’s positioning for aerospace workflows: Aerospace & Defense solutions
- See how the platform fits your current flow: Product overview
- For help encoding DO-254-ready constraint sets into reusable templates: Contact